Laser Marking
Popular Laser types for Laser Marking
There is no single type of laser that is perfectly suited for all methods of laser marking on all imaginable materials. The laser source should therefore be selected with regard to the material and the specific marking requirements.
Every material reacts differently and different laser sources produce different reactions. Choosing the right laser source is crucial to ensuring an efficient marking process and achieving high-quality results.
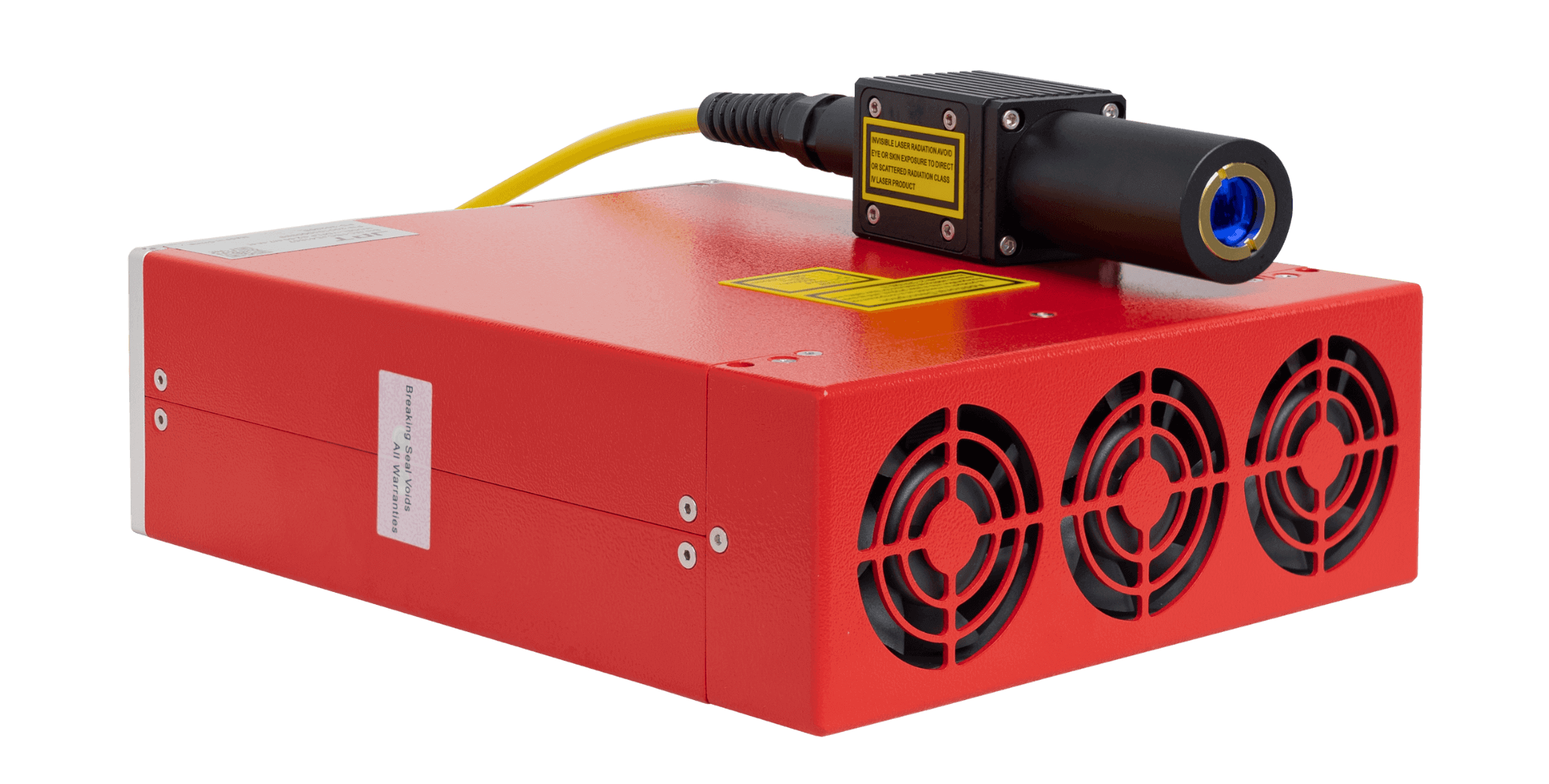
MOPA fiber laser at 1064 nm
Helpful information on MOPA fiber lasers for laser marking. Including design, function and special advantages. Different methods of laser marking, typical materials and application examples. Popular MOPA fiber lasers, as well as matching scan heads, F-Theta lenses and beam expanders for versatile laser marking at 1064 nm.
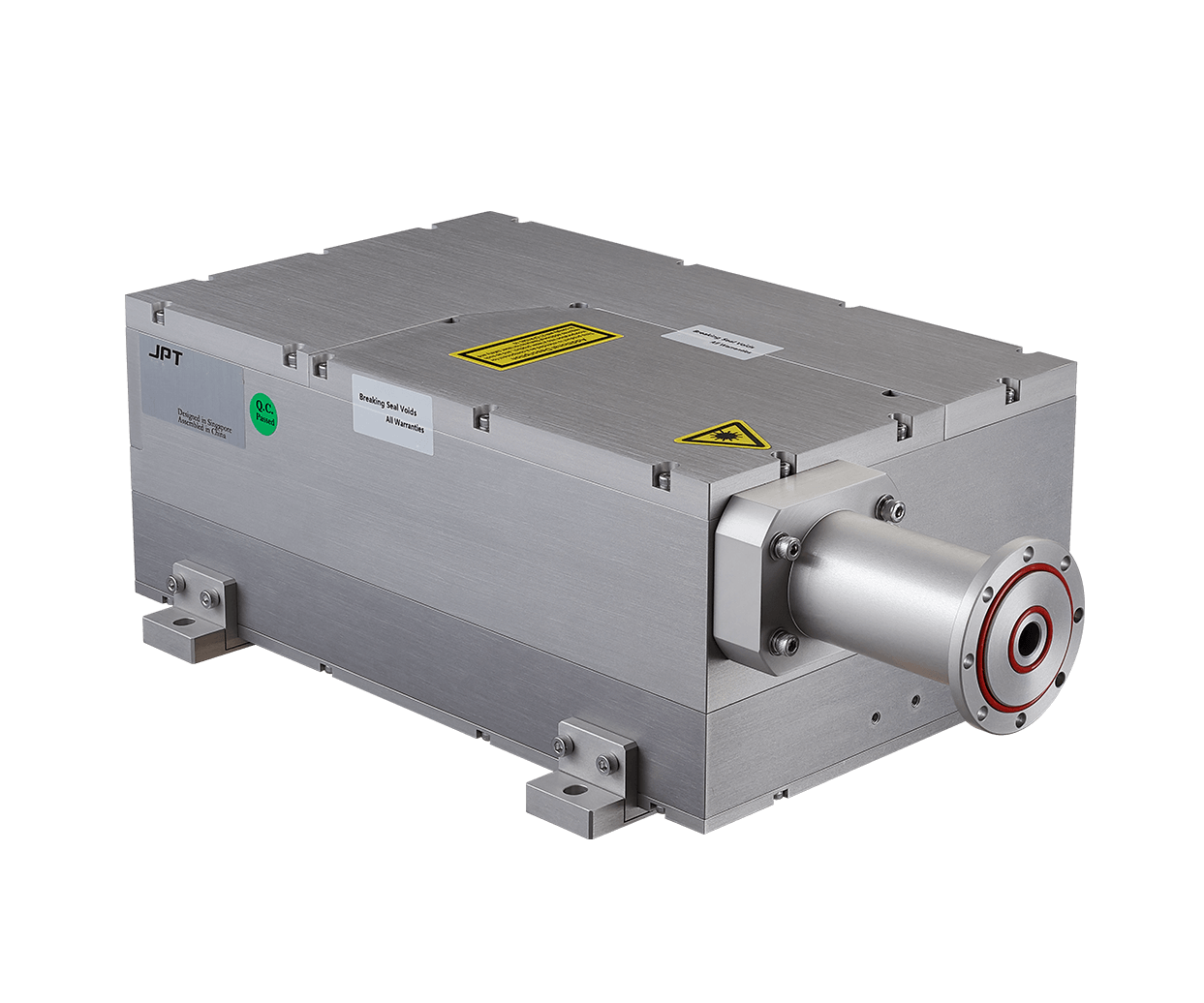
DPSs uv laser at 355 nm
The essentials of DPSS UV lasers for laser marking. Including design, function and special advantages. Different methods of laser marking at 355 nm, typical materials and application examples. Popular UV laser sources, as well as matching scan heads, F-Theta lenses and beam expanders for gentle and exceptionally precise laser marking at 355 nm.
Typical materials for Laser Marking
Compact and well structured information about laser marking on different materials.







Frequently asked questions about laser marking
The laser parameters for annealing color marking depend on the material, the laser model used, the scan head and the focusing optics.
Important influencing factors are the focus size, the marking speed, the set laser power, the frequency, the pulse width, and the distance between the fill lines of the marking (hatch). Many annealing colors can be created by fine-tuning and precisely adjusting these parameters.
Tip: If you work with a larger focal diameter or slightly outside the focal plane, the power density on the material is reduced and therefore the risk of accidentally engraving the material surface.
By lasering a parameter matrix on the sample material, it becomes easier to find the right laser parameters for strong annealing colors without having to test each parameter combination individually.

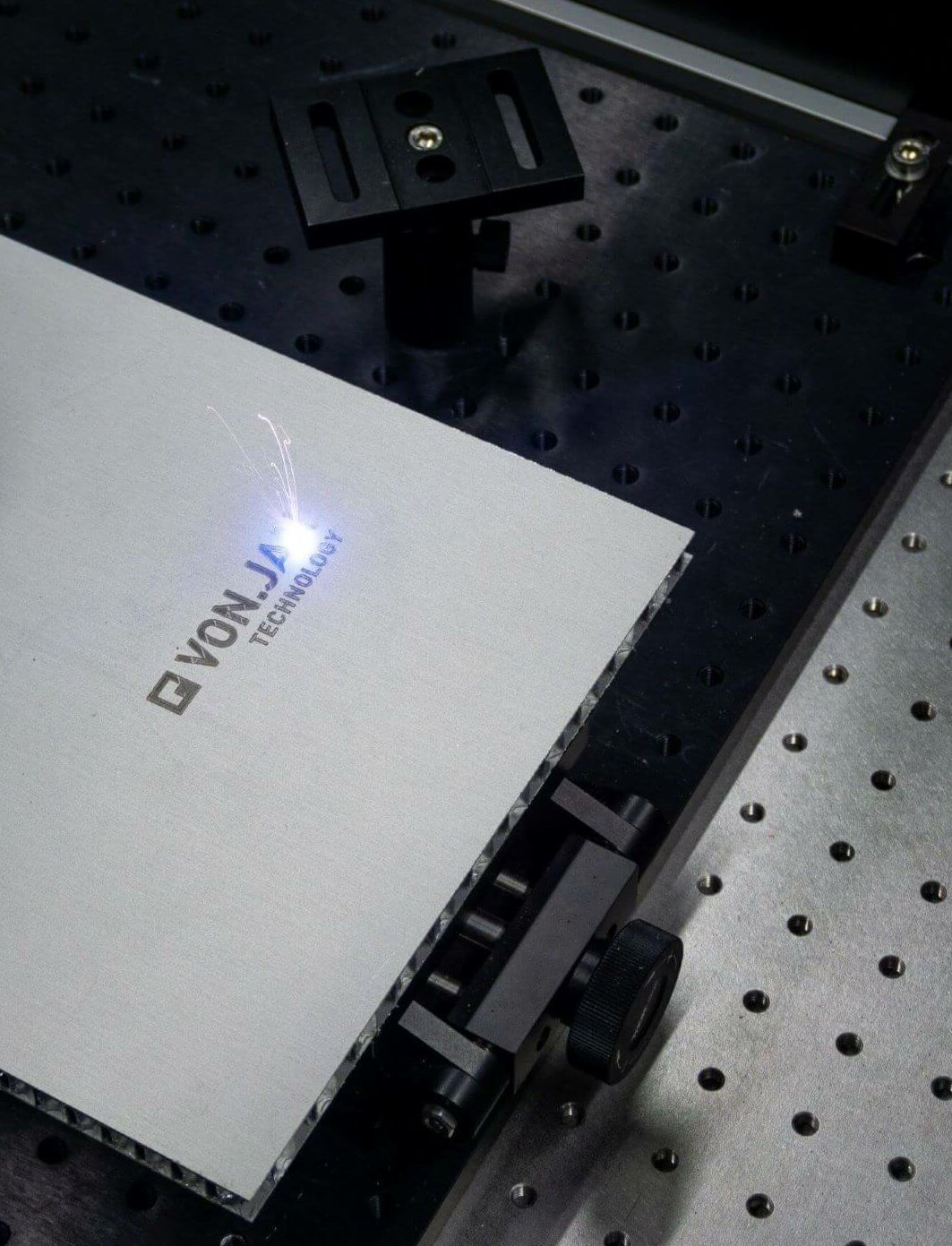
The basic concept of laser marking is to generate permanent markings through the precise reaction of focused laser radiation with the material.
Laser marking is divided into various processes, such as annealing marking, foam marking, marking by color change as well as hologram and polish marking.
Laser engraving is a process in which a precisely focused laser beam removes the material of the workpiece layer by layer through melting and vaporization.
Deeper or large-area engravings take longer compared to laser marking processes that produce surface markings.

Material is removed layer by layer to create a deep and resistant marking.
Yes, glass can be marked with a laser. Depending on the glass and the intended result, laser sources with 355 nm, 532 nm or 10600 nm are typically used. Picosecond lasers at 1064 nm are also used for particularly temperature-sensitive surfaces.

The marking was made with a 10 Watt UV laser source: UV-10S-W-AIO.
Depending on the glass and the desired result, laser sources with wavelengths of 355 nm, 532 nm or 10600 nm are typically the preferred choice. Picosecond lasers at 1064 nm are also used for marking particularly temperature-sensitive surfaces.
How powerful a laser needs to be to engrave metal is determined by several factors. Depending on the planned depth and size of the engraving and the desired processing time, lasers from 20 watts to over 1000 watts can be used. In most cases, pulsed fiber lasers.
If only a small engraving with a shallow depth is required and sufficient time is available for processing, fiber lasers of 20 - 100 watts can be used.
For harder metals, deeper and more extensive engravings or fast processing speeds, laser powers greater than 100 watts are recommended.
Yes, aluminum can be engraved with a laser. As it is a relatively soft metal, it is much easier to engrave than many other metals.
Small and shallow engravings can be carried out with pulsed fiber lasers from 20 to 100 watts output power. For industrial engravings with short processing times, pulsed fiber lasers with more than 100 watts are usually used.
Pulsed fiber lasers are ideal for engraving stainless steel, as the wavelength of 1064 nm reacts particularly well with metallic materials.
However, UV Lasers at 355 nm are also used in special cases. Due to their wavelength, they can be focused three times as small as a laser with a wavelength of 1064 nm. They are therefore particularly suitable for microscopically small engravings. For example, security features against product piracy.
Picosecond lasers are often used for engraving highly temperature-sensitive workpieces. Thanks to their ultra-short pulses and extremely high pulse peak power, the material is not melted but vaporized directly. Without heating the surrounding material: "cold" processing.
Depending on the laser type and wavelength, many materials can be engraved with the laser. These include, for example: Stainless steel, aluminium, titanium, copper, gold, silver, plastic, glass, ceramic, silicon, wood, rubber, stone, leather, carbon fiber, food and many others.
The duration of a laser engraving depends heavily on the material, the type of laser used, the maximum laser power as well as the depth and size of the engraving. Depending on the circumstances, processing times of less than 1 second to several minutes are possible.